English
English 中文简体
中文简体 русский
русский عربى
عربى




Основные компоненты (типичный процесс линии резки по длине):
(1) Погрузочное оборудование:
Гидравлический разматыватель: осуществляет перенос стального рулона, гидравлическое расширение сердечника рулона и обеспечивает создание натяжения при разматывании. Это начальная точка всей линии.
Тележка для загрузки рулонов (опционально): помогает загружать тяжелые стальные рулоны на разматыватель (обычно используется на линиях выравнивания с грузоподъемностью более 3 тонн).
(2) Подача и предварительная обработка материала:
Прижимной рычаг/прижимной ролик: оказывает давление на внешнее кольцо катушки, предотвращая ее ослабление и способствуя нарезанию резьбы.
Правильная машина/разматывающее устройство подачи (опционально): используется для выпрямления или изгиба головки рулона с целью облегчения плавного входа в выравнивающую машину (особенно актуально для толстых или высокопрочных пластин).
Сварщик-стригальщик (опционально, применяется на линиях продольной резки и выравнивания): При непрерывном производстве хвостовая часть предыдущего рулона сваривается с головкой следующего рулона.
(3) Выравнивающий блок:
Многороликовый выравнивающий станок (выравнивающий станок): Основное оборудование! Обычно состоит из 9, 11, 13, 15, 17, 21 и более роликов (в основном нечетное количество), расположенных в шахматном порядке в виде верхних и нижних выпрямляющих роликов.
Принцип работы: Благодаря установке постепенно уменьшающихся зазоров между роликами пластина подвергается серии обратных изгибов с уменьшающимися амплитудами. Это позволяет устранять внутренние напряжения и первоначальную деформацию пластины, достигая ее плоского состояния.
Регулировка: Давление верхнего ролика можно регулировать как в целом, так и независимо, что позволяет адаптировать его к различным материалам, толщинам и дефектам формы пластины.
(4) Механизм тяги/подачи:
Устройство прижимного ролика: обеспечивает стабильное сцепление после выравнивателя, гарантируя, что пластина проходит через выравнивающую машину и последующую стригальную машину с одинаковой скоростью.
Сервосистема подачи (для высокоточных линий): обеспечивает высокоточную подачу фиксированной длины.
(5) Система измерения и контроля длины:
Шкала кодировщика/решетки: обеспечивает точное измерение длины перемещения пластины.
Система управления ПЛК (программируемый логический контроллер): получает измерительные сигналы, управляет процессом подачи и сдвига, а также обеспечивает точный сдвиг на фиксированную длину.
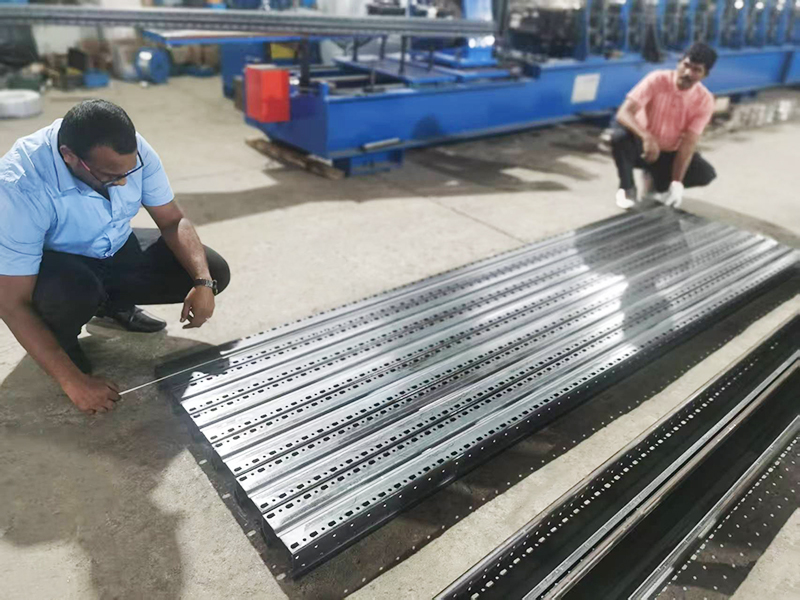
(6) Режущий блок:
Гидравлические поворотные ножницы/ножницы затвора (широко распространены): обладают относительно простой конструкцией, низкой стоимостью, подходят для обработки средних и тонких листов, а также для средне- и низкоскоростных производственных линий.
Гидравлический стопорный сдвиг/летающий сдвиг (эффективный вариант): пластина не останавливается во время сдвига, что обеспечивает высокую эффективность производства. Подходит для средне- и высокоскоростных производственных линий.
Высокоскоростной пневматический сдвиг (для высокоскоростных линий тонких пластин): характеризуется чрезвычайной быстротой, малым шумом, подходит для массового производства тонких пластин.
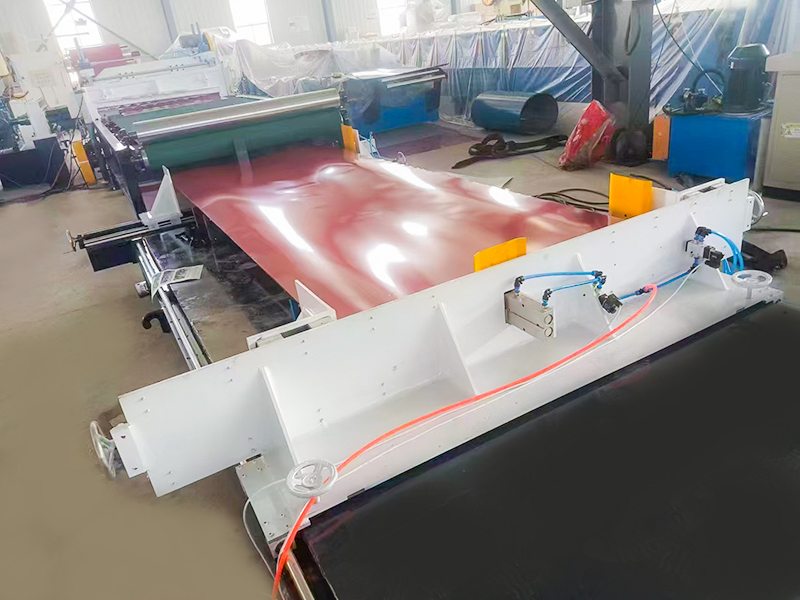
(7) Узел транспортировки и штабелирования:
Разгрузочный роликовый/ленточный конвейер: осуществляет транспортировку срезанных пластин в зону штабелирования.
Штабелер/платформа для штабелирования: Основное оборудование! Автоматически и аккуратно складывает листы. Распространенные типы:
Магнитный многослойный укладчик: использует электромагниты для поглощения и высвобождения листов, обеспечивая многослойную укладку с высокой аккуратностью. Подходит для случаев с высоким объемом производства.
Укладчик с перегородкой/отталкиванием: обладает относительно простой конструкцией, низкой стоимостью.
Робот-штабелировщик (для высококлассных линий): гибкий и эффективный, подходит для сложных задач штабелирования.
Устройство выравнивания материала: обеспечивает аккуратность укладки листов.
(8) Электрическая система управления:
ПЛК (программируемый логический контроллер): является «мозгом» всей производственной линии, координируя действия каждого устройства (размотка, выравнивание, подача, измерение длины, резка, укладка).
HMI (человеко-машинный интерфейс/сенсорный экран): позволяет операторам устанавливать параметры (например, длина резки, сила натяжения, параметры выравнивания, метод штабелирования), контролировать рабочее состояние и просматривать информацию о неисправностях.
Инвертор/сервопривод: управляет скоростью двигателя.
Датчики: определяют положение полосы, скорость и осуществляют коррекцию отклонений.
| Элемент | Описание |
| Подходящее сырье | GI, GL, PPGI, катушка PPGL, |
| MS, катушка HRS | |
| Катушка из нержавеющей стали | |
| Подходящая толщина | 0,15-3,0 мм (GI, катушка PPGI) |
| 0,15-3,0 мм (катушка MS, HRS) | |
| 0,5-1,5 мм (рулон нержавеющей стали) | |
| Подходящая ширина | 1250 мм макс |
| Система управления | Управление ПЛК и полностью автоматический тип |
| Общая мощность главного двигателя | 43,7 кВт |
| Напряжение | 380 В/50 Гц/3Ph (можно настроить) |
| Рабочий процесс | Загрузка-Размотка-Выравнивание-Резка-Передача-Сбор |
| Зона занятия линии | Около 18м*3м*1,8м (Д*Ш*В) |
| Общий вес линии | Около 12 тонн (контейнер 1*40GP может загрузить все компоненты) |
| Скорость производства | Около 25 м/мин, можно регулировать |
| Толерантность продукта | Допуск на изгиб: макс. 2 мм; |
| Допуск по ширине: /-0,05 мм | |
| Электрические детали | Все бренды Дельта |