English
English 中文简体
中文简体 русский
русский عربى
عربى





Основные преимущества оборудования:
Чрезвычайно высокая эффективность производства: машина может работать круглосуточно и без выходных на высокой скорости, производя десятки метров профилей в минуту, что намного превосходит традиционные процессы резки, сварки и штамповки.
Превосходная прочность материала: эффект холодного упрочнения в процессе холодной гибки увеличивает предел текучести материала, делая сформированные детали более прочными и долговечными, чем исходный листовой металл.
Высокая утилизация материалов: практически нулевые отходы. Рулоны непрерывно прокатываются и формируются, при этом происходит только окончательная потеря длины резки, что значительно снижает общую стоимость процесса.
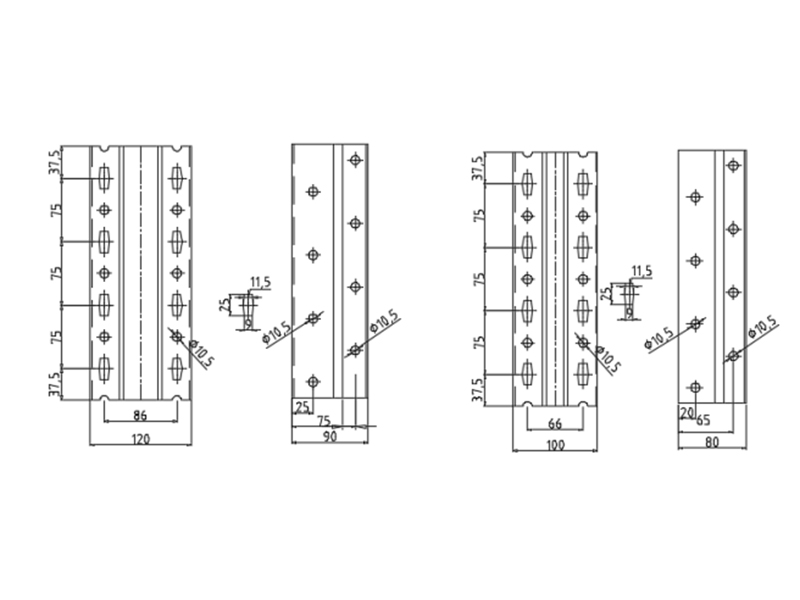
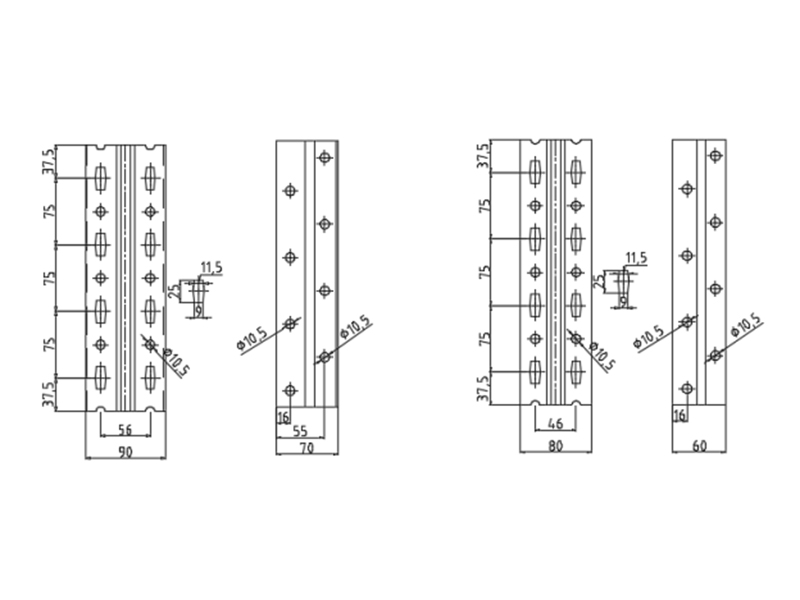
Точность и постоянство продукции: прецизионные ролики и системы ЧПУ гарантируют, что каждое изделие имеет максимально одинаковые размеры, форму и расположение отверстий. Это имеет решающее значение для стандартных стеллажных систем, требующих быстрой и безопасной сборки.
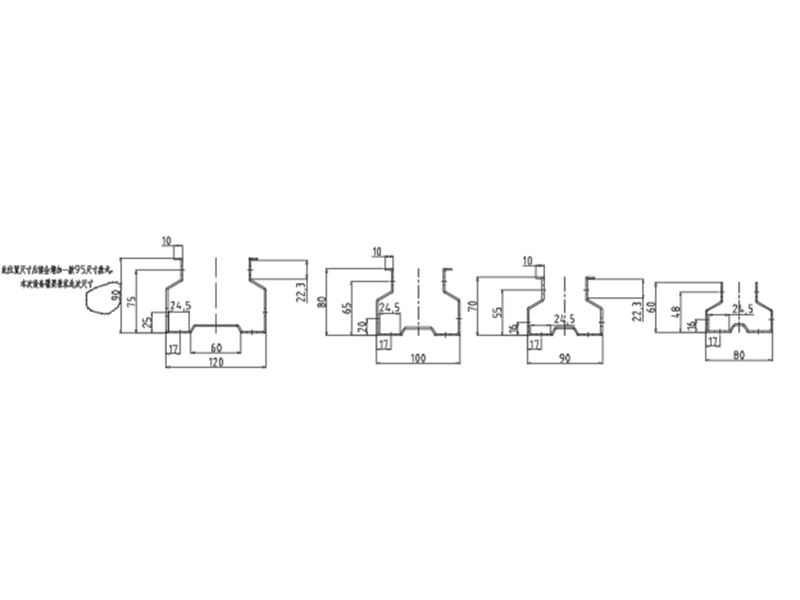
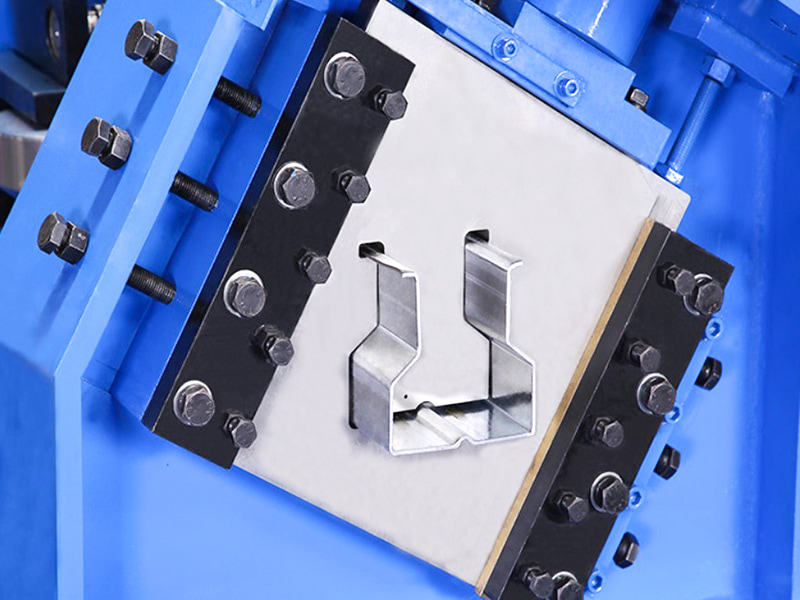
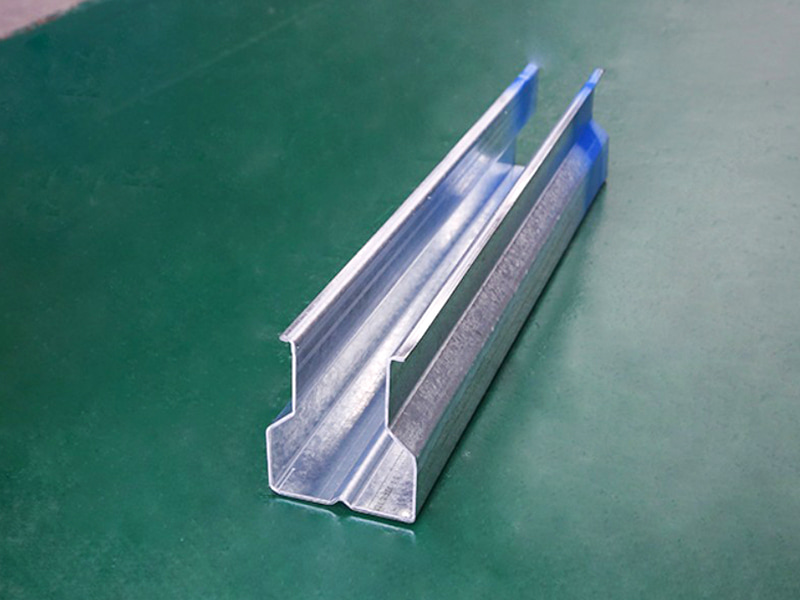
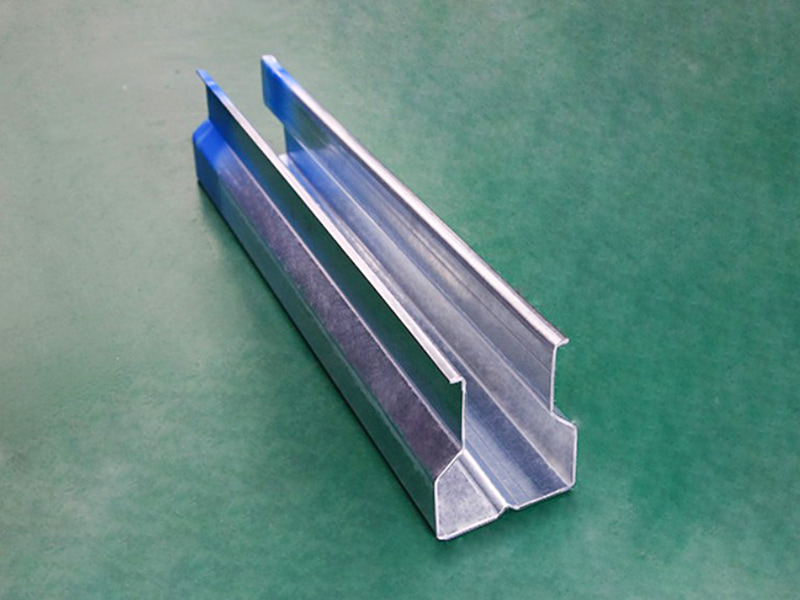
Возможность формирования сложных поперечных сечений: сложные, закрытые поперечные сечения, недостижимые с помощью традиционных листогибочных прессов, могут быть сформированы за один проход. Эти поперечные сечения обеспечивают оптимальное соотношение прочности и веса.
Высокая автоматизация: вся производственная линия объединяет процессы размотки, выравнивания, формовки, штамповки, резки и намотки, требующая всего одного или двух операторов, что значительно снижает затраты на рабочую силу.
Компоненты оборудования:
Разматыватель и выравниватель: удерживает и выравнивает рулоны, обеспечивая ровную поверхность при входе в основную машину.
Направляющее и подающее устройство: точно подает материал в первый набор роликов.
Система онлайн-пробивки (основной функциональный модуль): как правило, это высокоточная сервод гидравлическая система или механизм пробивки, способный обеспечивать мгновенную пробивку под высоким давлением.
Система синхронного управления пробивкой: система управления ПЛК обеспечивает точное, синхронизированное движение пуансонов по мере движения материала, мгновенно завершая пробивку и быстро втягивая его, не нарушая непрерывного потока материала. Она также контролирует расстояние (шаг отверстий) между пуансонами.
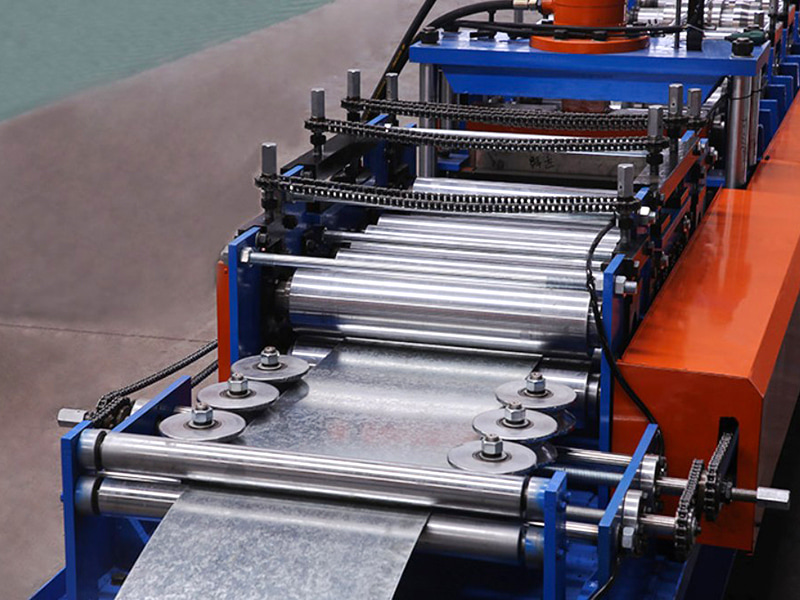
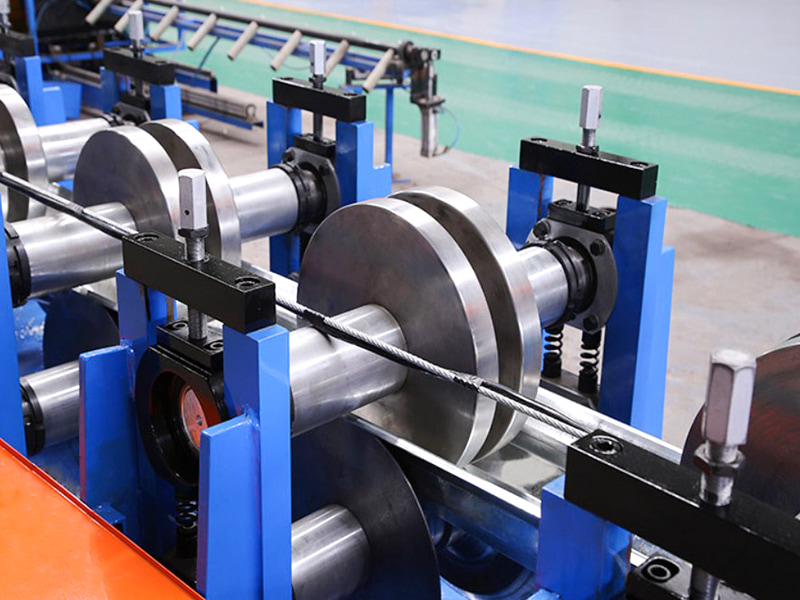
Машина для холодной прокатки: эти машины, состоящие из нескольких пар (обычно 16-24 или более) прецизионных штамповочных стальных роликов, постепенно сгибают плоскую полосу до конечного поперечного сечения колонны.
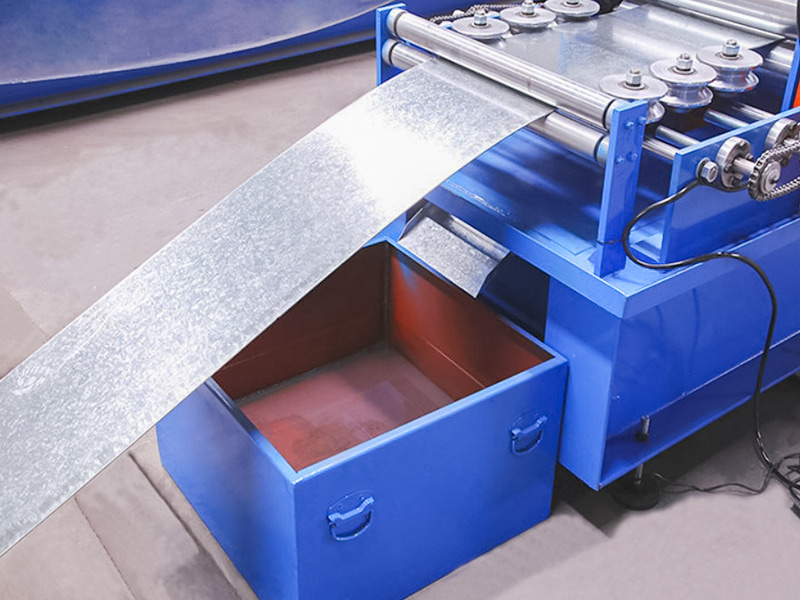
Система резки (летающая пила или гидравлическая резка): разрезает непрерывно сформированные колонны до нужной длины, не останавливая материал.
Приемный стол: принимает и организует готовую продукцию.
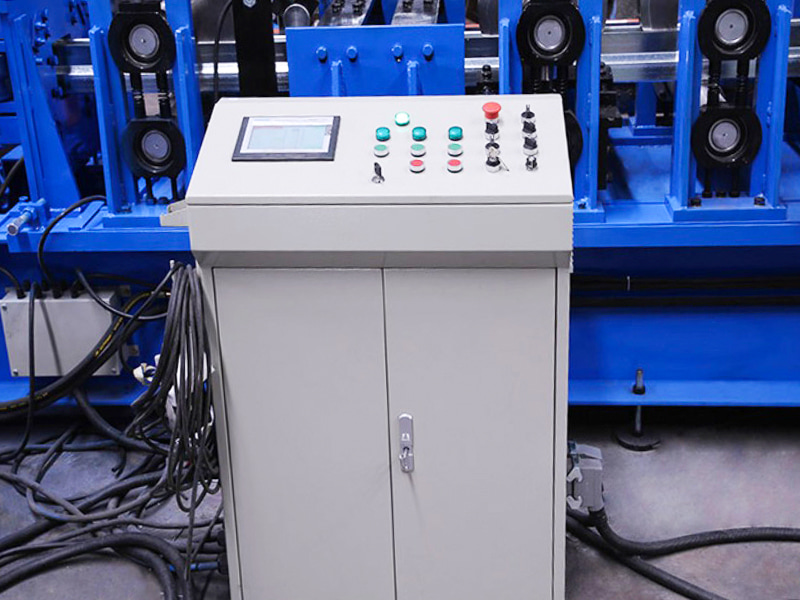
Электронная система управления с ЧПУ: оператор использует сенсорный экран для установки всех параметров (таких как данные о роликах, соответствующие поперечному сечению, шагу отверстий, длине резания, скорости производства и т. д.) и контроля всего производственного процесса.
| Технические параметры | ||
| Элемент | Параметр | Замечание |
| База машины | Национальный стандарт № 40 Сталь двутавровой балки | Общая структура сварки |
| Материал ролика | Cr12MoV | Вакуумная закалка |
| Главный вал | φ70/95,40Cr | Закалка и отпуск |
| Формирование групп | 24 | |
| Мощность главного двигателя | 30 кВт, серия K | |
| Коробка передач главного привода | X180 (косозубая коробка передач X180) | |
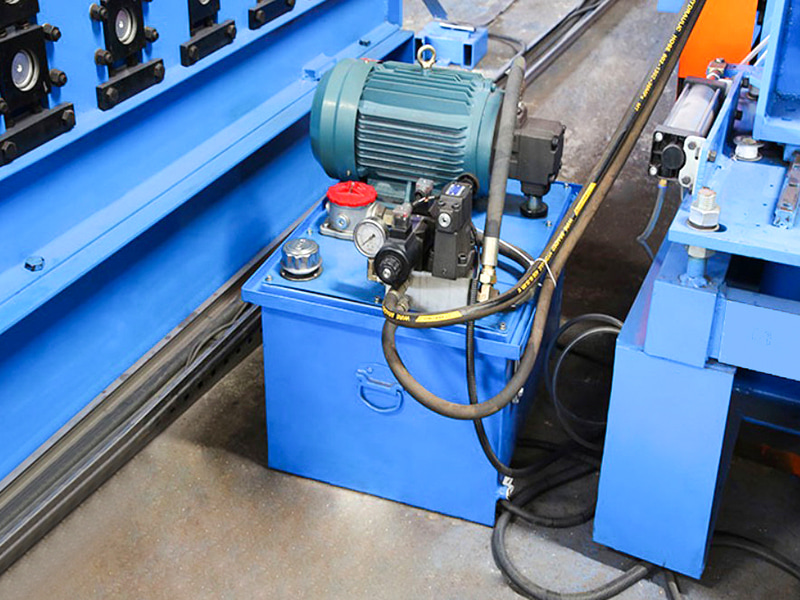
| Режим отключения | Гидравлическое отключение слежения за сервоприводом | Мощность двигателя гидростанции составляет 11 кВт |
| Режим пробивки | Пробивная машина | |
| Разматыватель | Груз 10 тонн, с погрузочной платформой | Мощность двигателя гидростанции составляет 5,5 кВт |
| Система управления | ПЛК Сименс/Шнайдер | |
| Гидравлическая система | Бренд Пекин Хуаде | |
| Общая длина производственной линии | Около 38 метров | |
| Вес оборудования | Около 15 тонн | |
| Толщина сырья | 2,0-3,0 мм | Оцинкованная катушка Q235 |
| Скорость производства | 15~20м/мин | |