English
English 中文简体
中文简体 русский
русский عربى
عربى








Основные функции и технические особенности:
1) Высокопрочная несущая конструкция
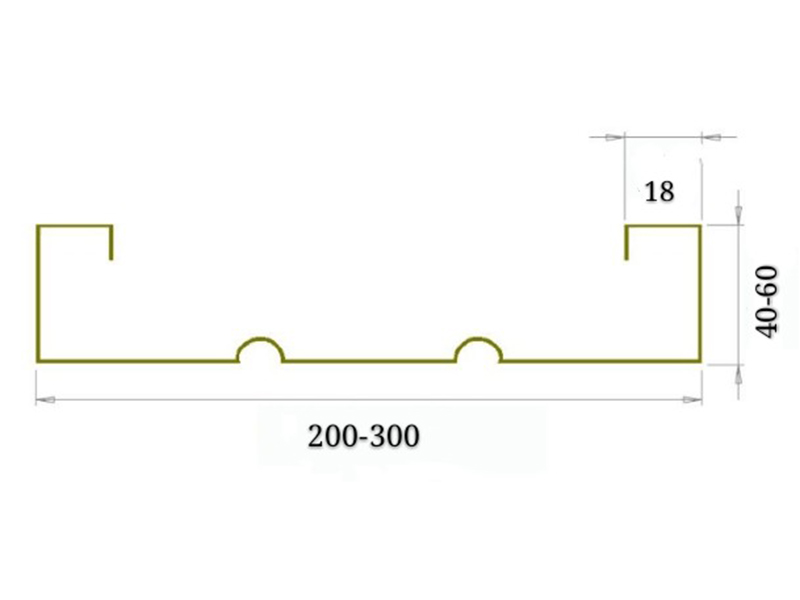
Продольные арматурные ребра: 3–5 трапециевидных ребер увеличивают прочность на изгиб (грузоподъемность ≥ 1 тонна/㎡).
U-образная торцевая кромка: предотвращает порезы рабочих и повышает жесткость кромки.
Противоскользящая конструкция: поверхность имеет ромбовидные или круглые противоскользящие выступы (≥ 1,2 мм в высоту) с коэффициентом трения > 0,5.
2) Эффективное непрерывное производство
Скорость линии составляет 20–40 м/мин, при этом одна машина способна производить более 3000 м2 стали в день (что эквивалентно замене 6000 кусков древесины).
Автоматическая резка по длине позволяет изготавливать изделия индивидуальной длины от 1,0 м до 3,0 м с точностью ±1 мм.
3) Коррозионная совместимость
Подложка предварительно покрыта эпоксидной грунтовкой или оцинкована горячим способом (цинковое покрытие ≥ 60 мкм), что гарантирует отсутствие повреждений покрытия в процессе формования.
Дополнительный онлайн-распылитель обеспечивает двустороннюю защиту от коррозии (подходит для влажных, кислых и щелочных сред).
Основные компоненты оборудования:
Мощный разматыватель: вместимость стальных рулонов 5–8 тонн, гидравлическое расширение рулонов и автоматическое центрирование, с контролем натяжения для предотвращения деформации.
Девятироликовый выпрямляющий аппарат: устраняет внутреннее напряжение катушки и обеспечивает плоскостность подложки (≤ 2 мм/м).
Узел пробивки/выемки: одновременно пробивает соединительные отверстия (для крепления и фиксации) и дренажные отверстия (для предотвращения скопления воды) с точностью расстояния между отверстиями ±0,5 мм.
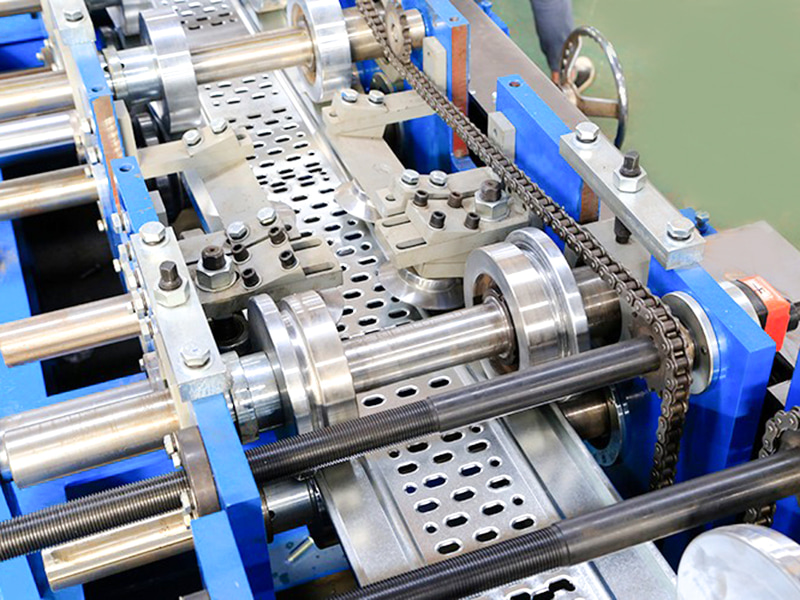
Система формирования антискользящей текстуры (основной модуль): использует гидравлические пуансон или роликовое тиснение с обратной связью по давлению в реальном времени, контролирующее постоянство глубины текстуры.
Машина для формирования ребер жесткости: 12–18 комплектов роликов постепенно прижимают продольные ребра жесткости. Ролики изготовлены из износостойкого материала Cr12MoV (HRC 58–62).
Машина для обвязки торцевых кромок: гибочный механизм оборачивает концы пластины на 180° вокруг стальной полосы (той же толщины, что и базовая пластина), устраняя опасность образования заусенцев.
Гидравлическая система резки по длине: два цилиндра синхронизируют резку, обеспечивая плавную резку без искажений (без заусенцев и облоя).
Автоматическая система штабелирования: многослойное штабелирование осуществляется с помощью пневматических присосов или роботизированной руки с регулируемой высотой штабелирования (обычно 1,2 м).
Сенсорный экран интеллектуального управления ПЛК: настройки параметров (длина/количество/антискользящая текстура), самодиагностика неисправностей и автоматическая статистика производства.
| Технические параметры | ||
| Элемент | Параметр | Замечание |
| База машины | Национальный стандарт № 40 Сталь двутавровой балки | Общая структура сварки |
| Материал ролика | Сталь Cr12MoV | Вакуумная закалка |
| Главный вал | φ90,40Cr | Закалка и отпуск |
| Формирование групп | 18 | |
| Мощность главного двигателя | 18,5 кВт, серия K | |
| Коробка передач главного привода | Цепь и шестерня | |
| Режим отключения | Гидравлическое отключение | Мощность двигателя гидростанции составляет 7,5 кВт |
| Режим пробивки | Пробивная машина | |
| Разматыватель | Груз 10 тонн, с погрузочной платформой | Мощность двигателя гидростанции составляет 5,5 кВт |
| Система управления | ПЛК Сименс/Шнайдер | |
| Гидравлическая система | Бренд Пекин Хуаде | |
| Общая длина производственной линии | Около 40 метров | |
| Вес оборудования | Около 12 тонн | |
| Толщина сырья | 1,5-2,5 мм | Оцинкованная катушка Q235 |
| Скорость производства | Приблизительно 18 м/мин | |