

 English
English 中文简体
中文简体 русский
русский عربى
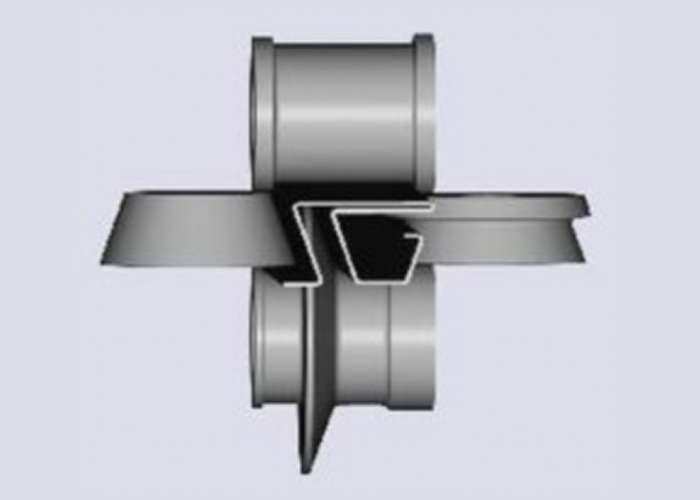
عربىПрофилегйбочная машина для верхней балки контейнера Плоский пакет
Профилегйбочная машина для изготовления верхней балки контейнера Плоский пакет специально разработана для производства кровельных конструкций контейне...
См. ПодробностиОбзор профилегибочной машины (1)
Формовка рулонов

Изгиб вдоль роликов
Профилирование валков, также известное как профилирование валков, представляет собой процесс прокатки, при котором длинная полоса металлического листа (обычно рулонной стали) непрерывно изгибается до желаемой площади поперечного сечения. Полоса проходит через несколько наборов роликов, установленных на непрерывных клетях, причем каждый набор выполняет только постепенные участки изгиба до тех пор, пока не будет достигнута желаемая площадь поперечного сечения (профиль). Профилирование идеально подходит для изготовления длинных крупногабаритных деталей с постоянной формой профиля.
Обзор

Узор
Профили могут быть подготовлены в различных формах поперечного сечения, но для каждой формы требуется тщательно спроектированный набор валков. Проектирование валков начинается с набора, представляющего собой сетку поперечных сечений профиля, по одной линии на комплекте валков. Затем профиль ручной прорисовывается на основе профиля рисунка. Из-за высокой стоимости комплекта валков часто используется для разработки или проверки конструкции валков, чтобы минимизировать количество калибров и наладки материала в конечном продукте.
Профили, формованные руками, могут иметь преимущества перед экструдированными профилями. Детали, полученные методом профилирования, могут быть легче и тоньше, чем детали, полученные экструзией; при этом они прочнее за счет накопления в холодном состоянии.
Детали могут быть обособлены или ограничены. Кроме того, процесс профилирования валков требует меньших затрат и энергоэффективнее, чем экструзия.
Существующие профилегибочные машины могут использовать профили различных размеров и толщины материала с использованием одних и тех же роликов. Изменение размера достигается путем ручного регулирования или изменения расстояния между роликами с помощью компрессора, что позволяет перехватывать. Эти специализированные стали широко распространены в отрасли легких автомобилей, где используются металлические шлицы и рейсы стандартных профилей и толщин.
Например, один завод может использовать металлические шлицы из оцинкованных стальных листов различных толщин (например, от 20 до 12) категорий с различными размерами полотна (например, от -5/8 дюйма до ¼ дюйма), размерами фланцев (например, от -1 5/8 дюйма до -2 1/2 дюйма) и размерами крышек (например, от 3/8 дюйма до 5/8 дюйма).
Линии профилирования могут быть установлены в различных конфигурациях для непрерывной штамповки и резки деталей. Для резки деталей по длине линия может быть сконфигурирована для использования предварительно вырезанных штампов, при этом отдельные заготовки проходят через профилегибочную машину, или штампов после резки, при этом профиль отрезается после процесса профилирования.
Такие элементы, как отверстия, выемки, тиснение или срезанные формы, можно добавить путем штамповки на линии профилирования. Эти особенности детали могут применяться при предварительной штамповке (до начала профилирования), при штамповке по средней линии (в середине линии/процесса профилирования) или после штамповки (после завершения профилирования).
Некоторые линии профилирования включают только одно из этих применений - штамповку или резку, в то время как другие объединяют некоторые или все эти применения в одну линию.

Профилегйбочная машина для изготовления верхней балки контейнера Плоский пакет специально разработана для производства кровельных конструкций контейне...
См. Подробности
Профилегибочная машина для производства колонн для контейнерных домов Плоский пакет представляет собой автоматизированную производственную линию холод...
См. Подробности
Съемный контейнерный дом относится к специальному контейнеру или модульному строительному блоку. Его можно быстро собирать, разбирать, складывать или ...
См. Подробности
Съемная балка контейнерного дома является основным несущим конструктивным элементом съемного контейнерного дома (модульный дом контейнерного типа, ящи...
См. Подробности
Полностью автоматическая профилегибочная машина для С-образных прогонов типа 80-300 представляет собой высокопроизводительное автоматизированное произ...
См. Подробности
Профилегибочная машина для изготовления прогонов типа C/U 80-300 представляет собой автоматизированное оборудование, специально разработанное для непр...
См. Подробности
Профилегибочная машина для производства прогонов CZ — это высокоавтоматизированное промышленное оборудование, специально разработанное для эффективног...
См. Подробности
Профилегибочная машина 686 IBR — это оборудование для обработки листового металла, специально разработанное для непрерывного производства кровельных/с...
См. Подробности
Гофрированный лист YX36.5-780 с умеренной высотой гофры и эффективной шириной обеспечивает превосходный баланс между прочностью, экономичностью и прос...
См. Подробности
По сравнению с профилегибочной машиной для однослойных кровельных листов, двухслойная профилегибочная машина предназначена для производства двух разли...
См. Подробности
Авторское право ©Цзянъинь Хайлунский машиностроительный завод Все права защищены.
