English
English 中文简体
中文简体 русский
русский عربى
عربى








Основной рабочий процесс
Разматывание: рулон стали помещается на разматыватель, автоматически разворачивается и выравнивается.
Направленная подача: полоса направляется в формовочную основную машину.
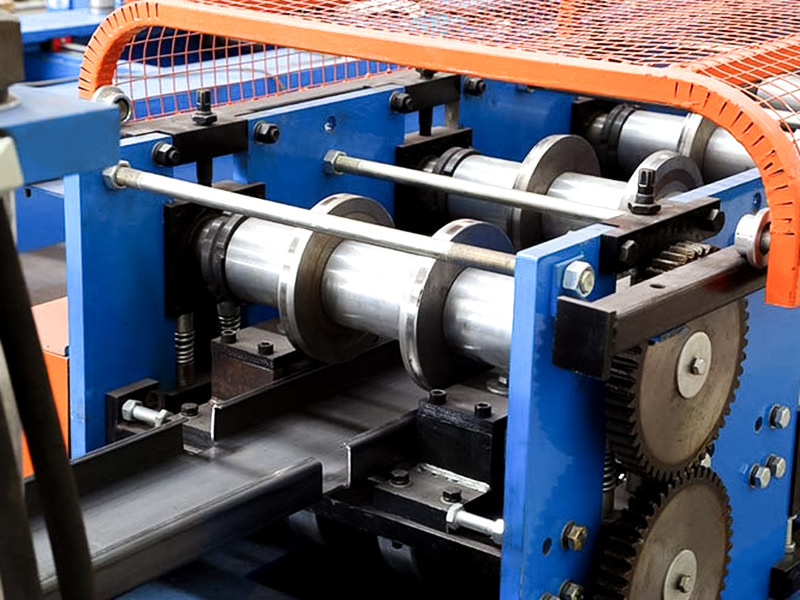
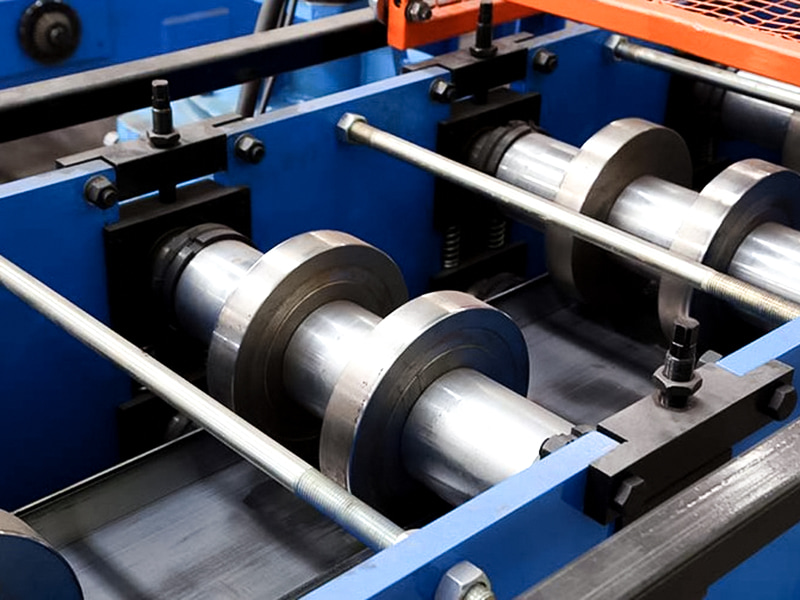
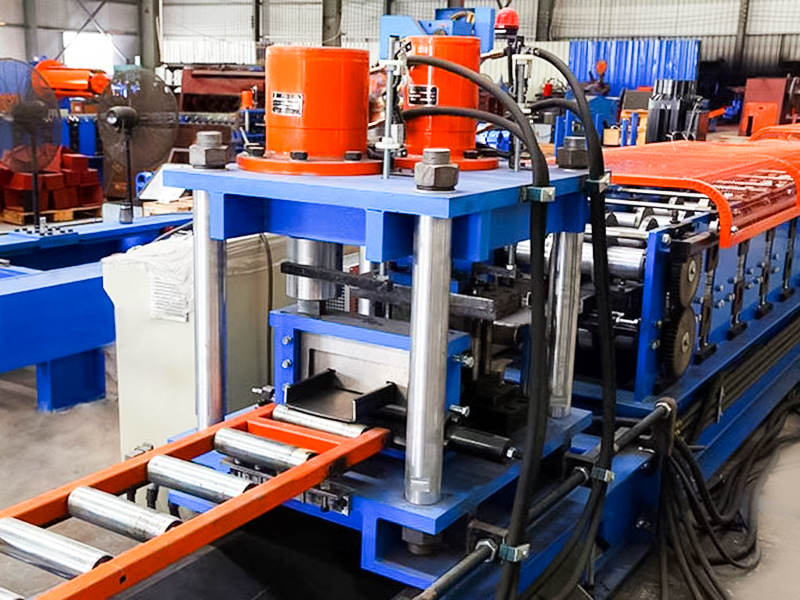
Формование валков: полоса последовательно проходит через несколько групп (обычно от более десятки до более двадцати) формовочных ролковых станций. Каждый ролик прикладывает к полосе точное изгибающее усилие, постепенно изменяя ее форму от плоской пластины до конечного С-образного сечения.
Онлайн-пробивка/штамповка (опционально): в некоторых моделях во время или после формования встроены пробивные блоки, которые могут автоматически пробивать соединительные отверстия или другие отметки на полотне или закручивающейся кромке.
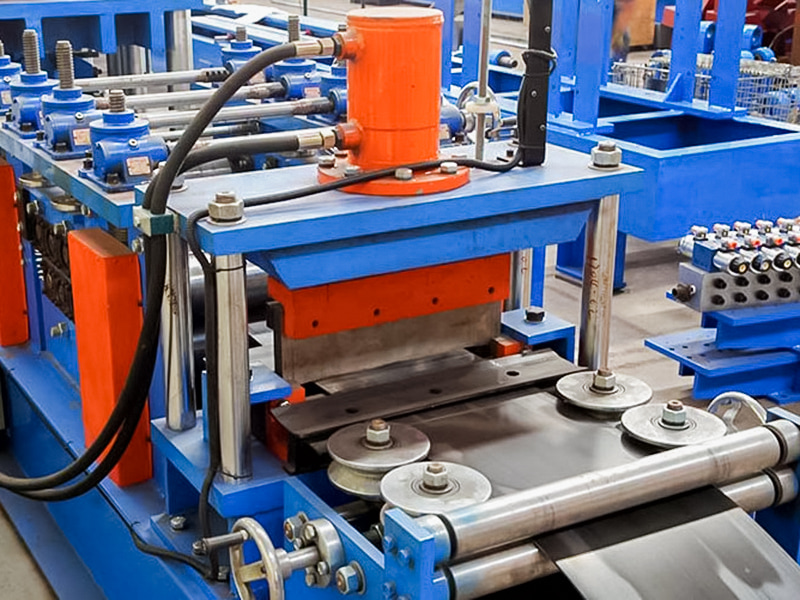
Измерение длины и резка: Непрерывная С-образная сталь после формования проходит через измерительное устройство (кодер). При достижении заданной длины активируется высокоскоростное режущее устройство (обычно летающая пила или гидравлические пробивные ножницы), которое мгновенно режет, не прерывая непрерывную работу формовочного узла.
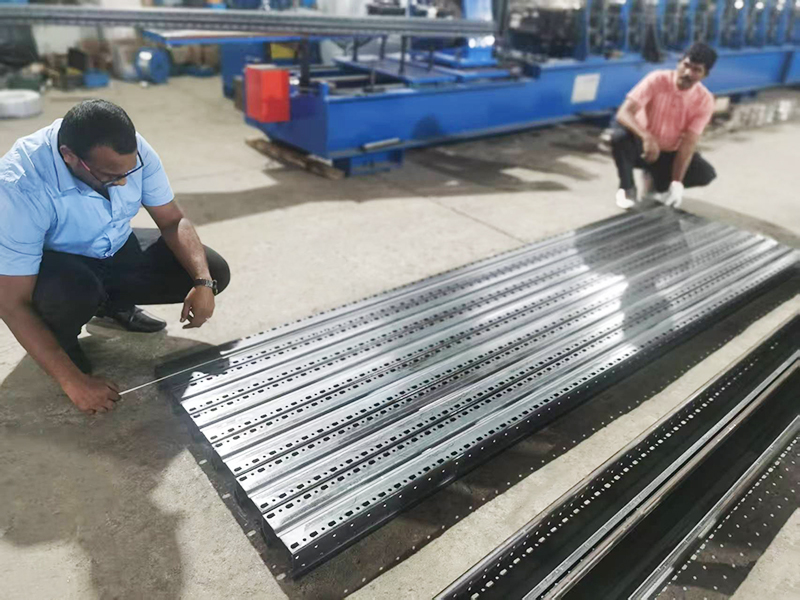
Выгрузка и укладка: отрезанная одинарная С-образная прогочная балка транспортируется из хоста и автоматически собирается, выравнивается и укладывается в пачки с помощью системы укладки.
Система управления: ПЛК и НМІ (человеко-машинный интерфейс) управляют всем процессом, контролируют состояние оборудования, хранят производственные данные, устанавливают и переключают производственные параметры для продукции различных спецификаций.
Основные области применения и преимущества
Применение: В основном используется в строительстве стальных конструкций, производстве кровельных и стеновых прогоонов для таких зданий, как фабрики, склады, спортивные залы, супермаркеты и т. д.
Преимущества:
Высокая эффективность: Полностью автоматическое непрерывное производство, скорость может достигать от десяти метров до десятков метров в минуту, а производительность значительно выше, чем у цельного штамповочного или полуавтоматического оборудования.
Высокая точность: размер формованного изделия точный, консистенция продукта хорошая.
Экономия материалов: непрерывное производство снижает потери материала в головке и хвосте.
Экономия рабочей силы: высокая степень автоматизации и меньшие требования к оператору.
Гибкость: Машина может изготавливать различные спецификации С-образных прогоонов с различной высотой (в диапазоне 80–300 мм), различной толщиной и различными размерами завивки путем замены роликов и регулировки параметров.
Снижение затрат: общая эффективность производства высока, а себестоимость единицы продукции значительно снижена.
| Технические параметры | ||
| Элемент | Параметр | Замечание |
| База машины | Национальный стандарт № 40 Сталь двутавровой балки | Общая структура сварки |
| Материал ролика | Cr12Mo1V1 | Вакуумная закалка |
| Главный вал | φ90,40Cr | Закалка и отпуск |
| Формирование групп | 20 | |
| Мощность главного двигателя | 25 кВт, инвт | |
| Коробка передач главного привода | К107 (К107 Винтовая коробка передач) | |
| Метод привода | 1,2-дюймовый двойной цепной привод | |
| Режим отключения | Гидравлическое отключение | Мощность двигателя гидростанции составляет 11 кВт |
| Режим пробивки | Гидравлическая пробивка | |
| Разматыватель | Груз 5 тонн, с погрузочной платформой | Мощность двигателя гидростанции составляет 2,2 кВт |
| Система управления | ПЛК Сименс/Шнайдер | |
| Гидравлическая система | Бренд Пекин Хуаде | |
| Общая длина производственной линии | Около 25 метров | |
| Вес оборудования | Около 12 тонн | |
| Толщина сырья | 3,0 мм | Оцинкованная катушка Q235 |
| Ширина сырья | 175мм~480мм | |
| Скорость производства | 25~30м/мин | |