English
English 中文简体
中文简体 русский
русский عربى
عربى





Основные характеристики и области применения этого оборудования включают в себя:
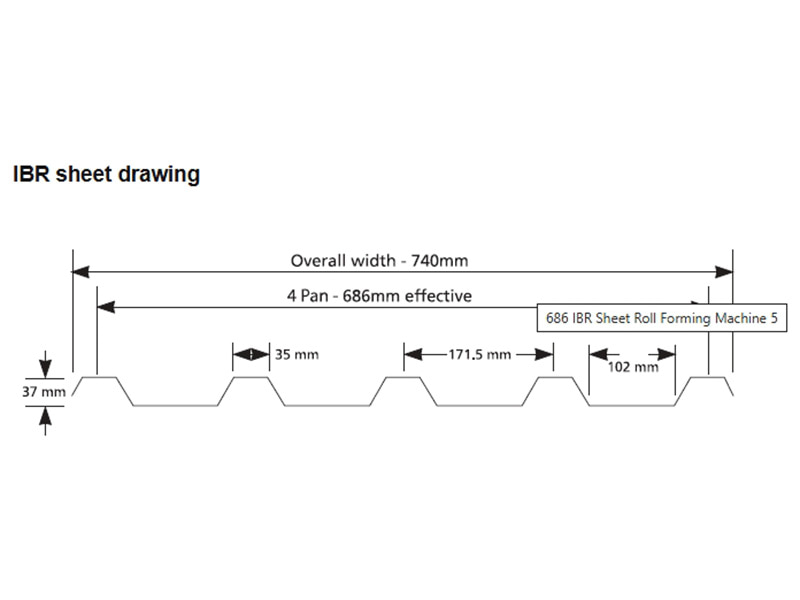
Высокая специализация: валковые штампы специально разработаны для получения точной формы гофр 686 IBR.
Высокая эффективность: может работать непрерывно, как правило, со скоростью 20–40 м/мин и выше, удовлетворяя потребности крупносерийного производства.
Высокая адаптивность: может обрабатывать стальные или алюминиевые листы различной толщины (обычно от 0,4 мм до 1,2 мм) и покрытия (оцинкованные, оцинкованные и предварительно окрашенные ПВДФ/полиэстер).
Точная формовка: форма, высота и расстояние между гофрами гарантированно соответствуют стандарту 686. Стандарты IBR гарантируют прочность, нахлесточные свойства и однородный внешний вид листовых материалов.
Резка по длине: Оснащенные резующим устройством, сформированные листовые материалы можно точно разрезать до заданной длины.
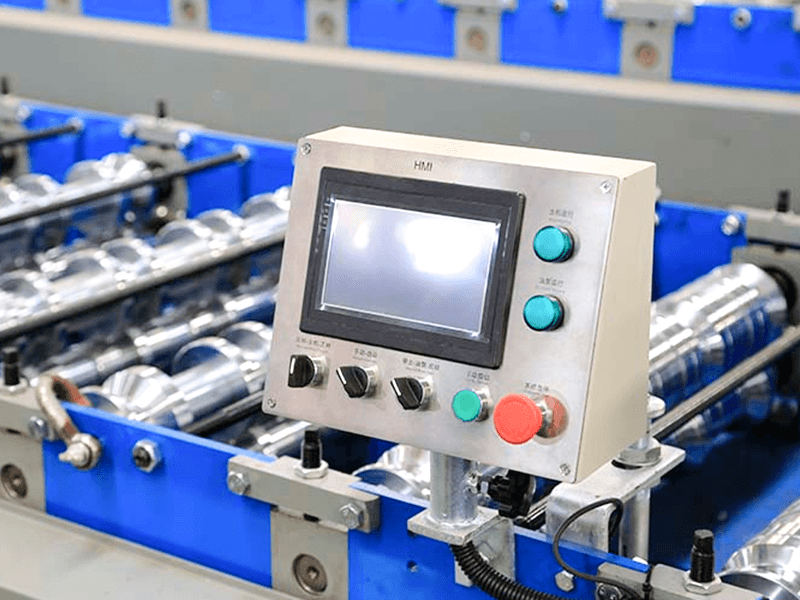
Автоматизированное управление: система управления ПЛК или ЧПУ используется для установки и мониторинга таких параметров, как скорость производства, длина и количество.
Основные области применения: Эти системы, в первую очередь обслуживающие промышленность строительства и строительных материалов, в частности производителей металлических кровельных и стеновых систем или крупномасштабных инженерных проектов, используются для производства кровельных и стеновых покрытий для крупных зданий, таких как промышленные предприятия, склады, стадионы, торговые центры и сельскохозяйственные сооружения.
Основные компоненты обычно включают в себя:
Загрузчик/размотчик: загружает и разматывает металлическую катушку.
Направляющее/выпрямляющее устройство: обеспечивает прямой вход полосы в зону формования.
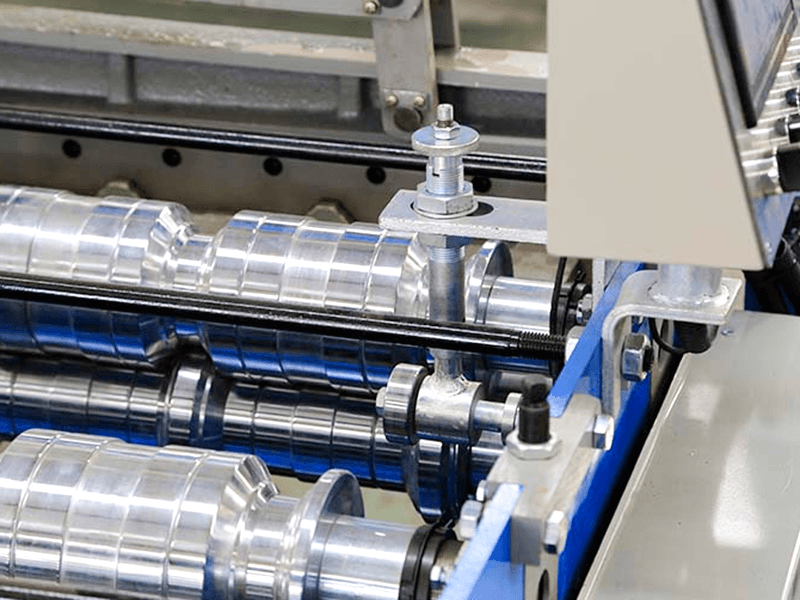
Многостандартная формовочная рама: основной компонент, каждая рама содержит одну или несколько пар верхних и нижних формовочных роликов, которые отвечают за постепенный изгиб металла.
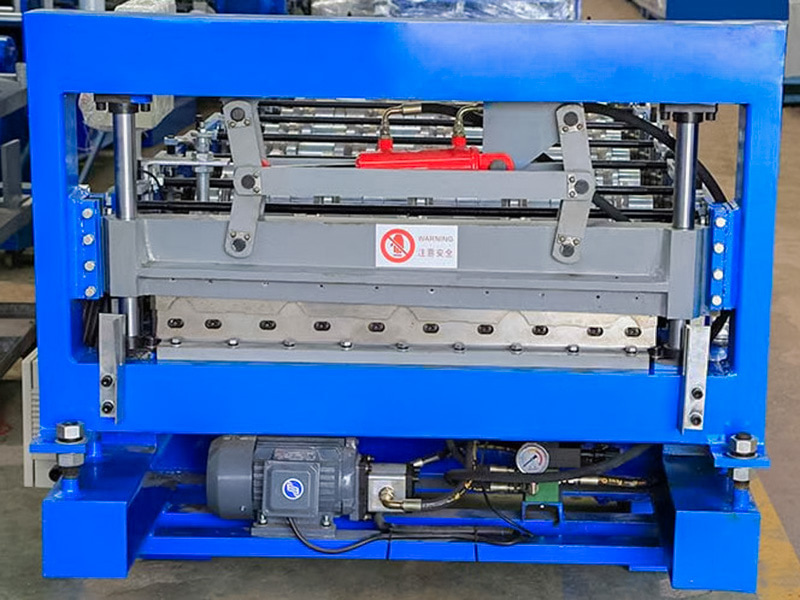
Режущее устройство: обычно гидравлические летающие ножницы или стопорные ножницы точно разрезают листовые материалы до заданной длины по мере их дальнейшего движения.
Система выгрузки/укладки: собирает и укладывает сформированные и разрезанные листы.
Система управления (ПЛК): контролирует скорость работы, длину резки, подсчет и т. д. всей производственной линии.
| Технические параметры | ||
| Элемент | Параметр | Замечание |
| База машины | Национальный стандарт № 36 Сталь двутавровой балки | Общая структура сварки |
| Материал ролика | Высококачественная сталь 45# | Тонкая обработка, закалка |
| Главный вал | φ75,45# Сталь | Тонкая обработка, закалка |
| Формирование групп | 20 | |
| Мощность главного двигателя | 5,5 КВТ | |
| Метод привода | Цепной привод | |
| Режим отключения | Гидравлическое отключение | Мощность двигателя гидростанции составляет 4 кВт |
| Режущее лезвие | Cr12MoV | Закаленный, HRC58-62 |
| Разматыватель | Груз 5 тонн, с погрузочной платформой | Мощность двигателя гидростанции составляет 2,2 кВт |
| Система управления | ПЛК Сименс/Шнайдер | |
| Гидравлическая система | Бренд Пекин Хуаде | |
| Общая длина производственной линии | Около 18 метров | |
| Вес оборудования | Около 6 тонн | |
| Толщина сырья | 0,3-0,8 мм | Оцинкованная катушка Q235 |
| Скорость производства | 10~12м/мин | |