English
English 中文简体
中文简体 русский
русский عربى
عربى






Основные компоненты обычно включают в себя:
Загрузчик/разматыватель: загружает и разматывает металлические рулоны.
Направляющее/выпрямляющее устройство: обеспечивает прямой вход полосы в зону формования.
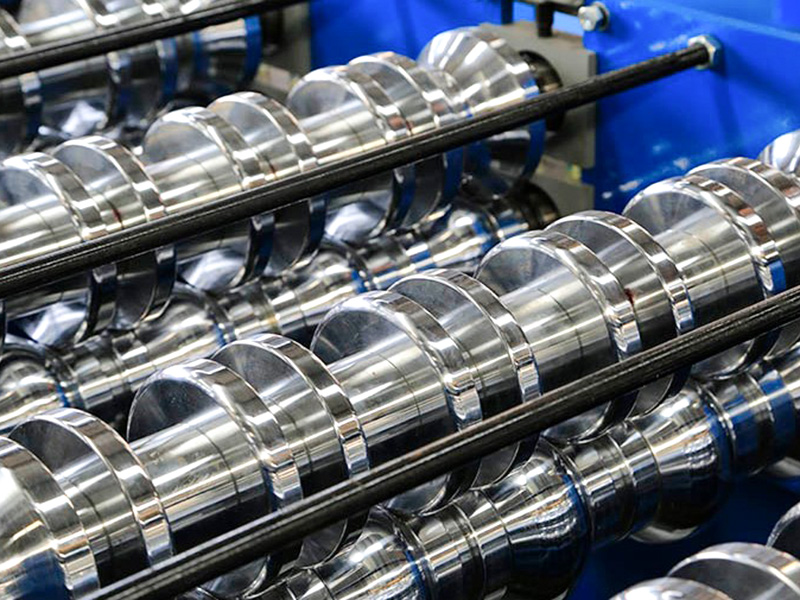
Многоклетевая профилегйбочная рама: Основной компонент, каждая рама которой содержит одну или несколько пар верхних и нижних профилегйбочных роликов, отвечает за постепенный изгиб металла.
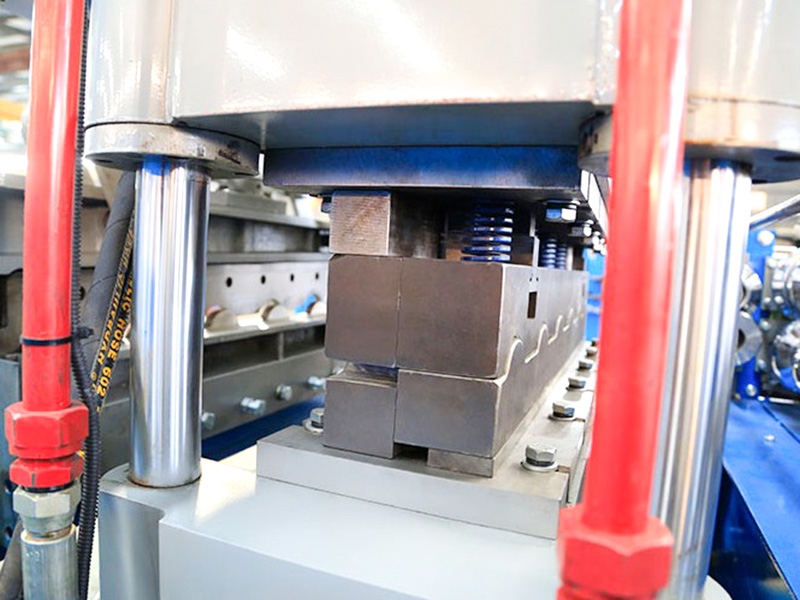
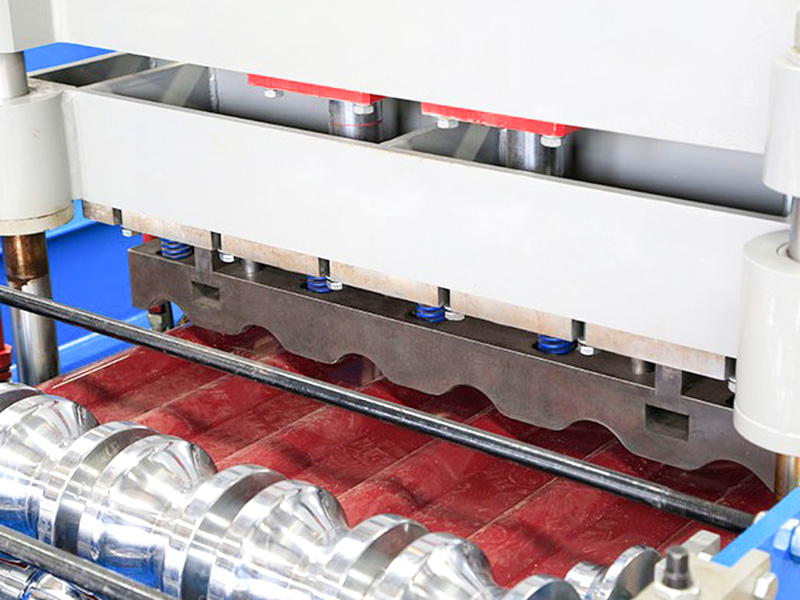
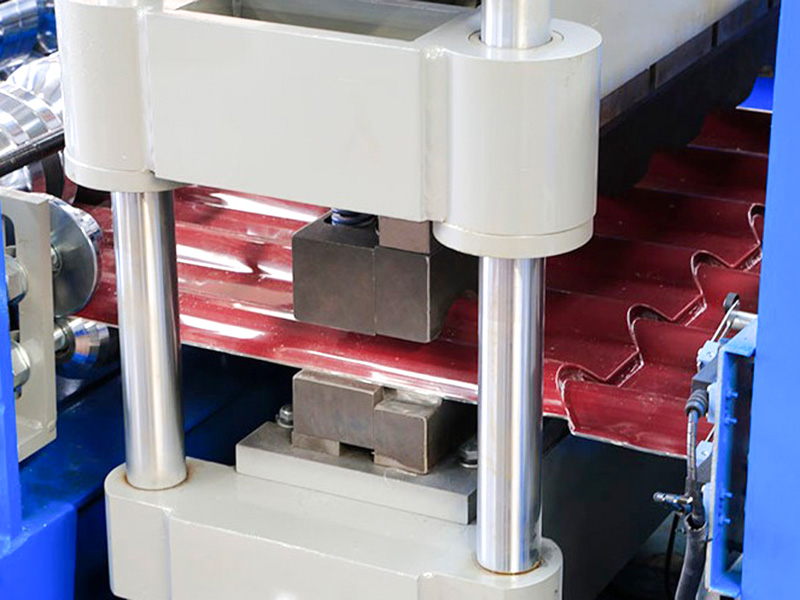
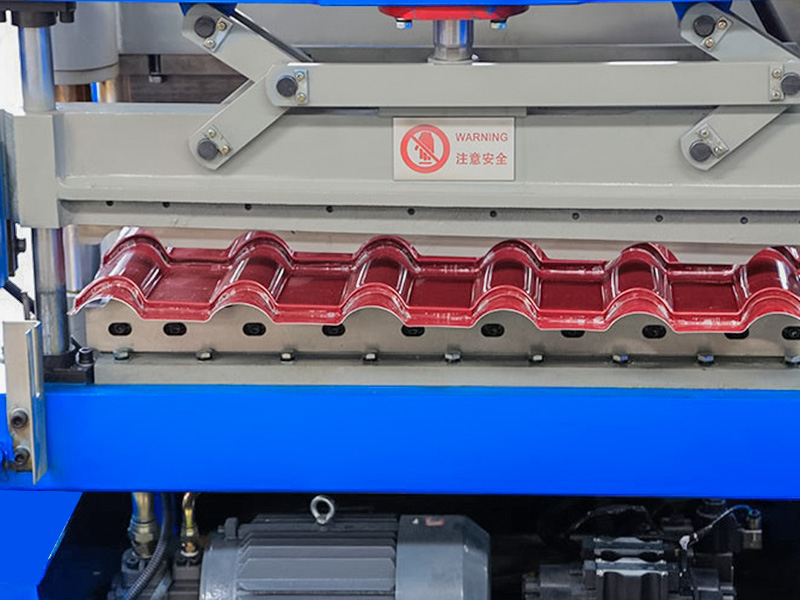
Пробивной агрегат: Автоматическая гидравлическая штамповка и формовка. Различные штампы могут быть сконфигурированы для удовлетворения различных требований к штамповке.
Режущее устройство: обычно это гидравлические летающие ножницы или стопорные ножницы, которые точно разрезают листовой материал до нужной длины по мере его дальнейшего движения.
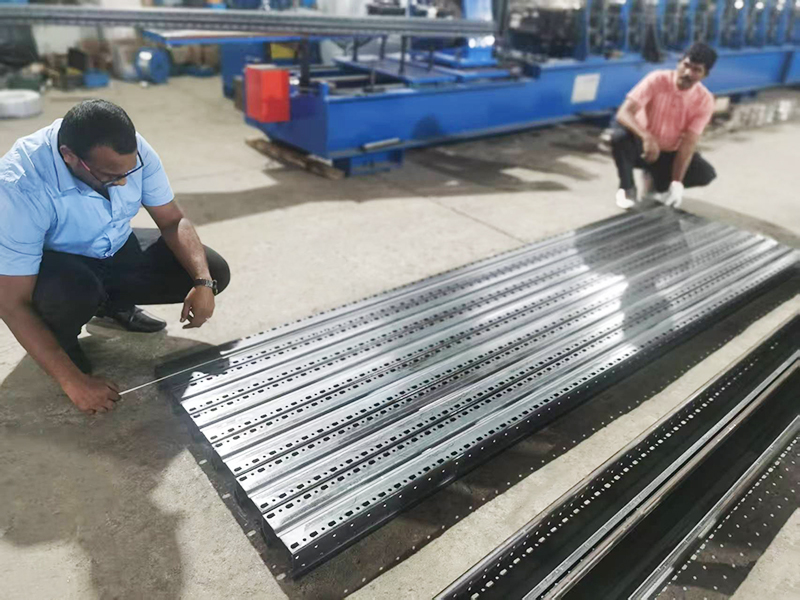
Система выгрузки/укладки: собирает и укладывает сформированные и разрезанные листы.
Система управления (ПЛК): контролирует рабочую скорость всей производственной линии, длину резки и подсчет.
Основные характеристики и области применения данного оборудования:
Высокая специфика: ролковые штампы спроектированы на основе точных требований к форме поперечного сечения и размерам гофрированного листового материала YX36.5-780, что обеспечивает точные параметры конечного продукта, такие как высота гофра, шаг гофра и эффективная ширина.
Эффективное производство: возможна непрерывная работа, скорость производства обычно составляет 15–30 метров в минуту и выше, что делает его пригодным для крупномасштабных проектов.
Совместимость материалов: возможна обработка рулонов из различных материалов (сталь, алюминий) и покрытий (оцинкованные, с цветным покрытием ПВДФ/полиэстер/СМП и т. д.), толщина которых обычно составляет от 0,4 мм до 1,0 мм (в зависимости от возможностей оборудования).
Точная резка: каждая пластина оснащена высокопроизводительной системой резки и точно разрезается по длине.
Автоматизированное управление: система ПЛК позволяет настраивать параметры, контролировать работу и диагностировать неисправности, обеспечивая простоту эксплуатации.
| Технические параметры | ||
| Элемент | Параметр | Замечание |
| База машины | Национальный стандарт № 45 Сталь двутавровой балки | Общая структура сварки |
| Материал ролика | Высококачественная сталь 45# | Тонкая обработка, закалка, покрытие твердым хромом |
| Главный вал | φ75,45# Сталь | Тонкая обработка, закалка |
| Формирование групп | 14 | |
| Мощность главного двигателя | 7,5 КВТ | |
| Метод привода | Цепной привод | |
| Режим отключения | Гидравлическое отключение | Мощность двигателя гидростанции составляет 4 кВт |
| Режущее лезвие | Cr12MoV | Закаленный, HRC58-62 |
| Разматыватель | Груз 5 тонн, с погрузочной платформой | Мощность двигателя гидростанции составляет 2,2 кВт |
| Система управления | ПЛК Сименс/Шнайдер | |
| Гидравлическая система | Бренд Пекин Хуаде | |
| Общая длина производственной линии | Около 20 метров | |
| Вес оборудования | Около 9 тонн | |
| Толщина сырья | 0,5-0,8 мм | Оцинкованная катушка Q235 |
| Скорость производства | 5~8м/мин | |